Viss par bronzas un misiņa liešanu

Bronza ir vara un alvas sakausējums, dažreiz pievienojot silīciju, alumīniju un svinu. Tam var būt dažādas krāsas atkarībā no sastāvdaļu procentuālā daudzuma. Ir vairāki bronzas veidi:
- alvas;
- alumīnijs;
- svins.


Alvas bronza ir visplašāk izmantotais veids, un tai ir zema plūstamība. No tā ir ērti izliet izstrādājumus ar konkrētiem izmēriem. Tā kā tam nav nepieciešama turpmāka apstrāde. Misiņš ir vara sakausējums, kam pievienots cinks. Parasti maisījumā ir 70% vara, 30% cinka. Dažreiz misiņš tiek atrasts ar sastāvu no 50 līdz 50.


Bronzas priekšrocības ietver šādas.
- Praktiskums.
- Iespēja praktizēt mākslas liešanu mājās.
- Augsta izturība pret vides faktoriem.
- Gandrīz nekodīgs.
- Apstrādes vienkāršība.
- Izturība.
- Elektriskā un siltuma vadītspēja.


Misiņš ir ļoti izturīgs pret koroziju. To izmanto kā citu metālu virsmas slāni metāla konstrukciju ražošanā.
Tehnoloģiju vēsture
Misiņa liešana, tāpat kā bronza, parādījās pirms 12 tūkstošiem gadu. Sākumā no šiem materiāliem tika izgatavoti darbarīki un rotājumi, vēlāk trauki un sadzīves priekšmeti. No bronzas un no misiņa izgatavotie priekšmeti tika plaši izmantoti visās dzīves jomās. Pirmās bronzas un misiņa izgatavošanas metodes radās senajā klasicisma laikmetā. Mēs varam apcerēt daudzus tā laikmeta mākslas šedevrus līdz pat mūsdienām. Pašlaik šie sakausējumi ar zemu kušanas temperatūru galvenokārt tiek izmantoti dekoratīvo priekšmetu un mākslas darbu ražošanā.

Vara sakausējumi ar metālu piedevu tiek plaši izmantoti, lai ražotu:
- skulptūras un suvenīri;
- režģi un citi žogu elementi;
- žogi un vārti;
- interjera detaļas;
- lustru un sveču apdarē.



Laika gaitā injekcijas metode ir uzlabota. Un mūsdienu pasaulē ir kļuvis iespējams kausēt bronzas un misiņa detaļas ne tikai rūpnieciskā veidā, bet arī sadzīves apstākļos.
Īpatnības
Mākslinieciskā misiņa liešana ir gandrīz tāda pati tehnoloģija kā bronzas liešana. Šeit ir aprakstīti procesa smalkumi.
- Misiņa kušanas temperatūra ir diezgan zema, diapazonā no 880-965 C. Tas ļauj izmantot dažāda veida krāsnis. Pat gāzes degli, pietiek izvēlēties karstumizturīgus virtuves traukus. Bet dažkārt temperatūra paaugstinās līdz 1070 C piedevu dēļ (daudzkomponentu misiņam). Bronzas kušanas temperatūra ir augstāka. Sakausējumā ir varš ar alvu 900-950 C, bet bronzai bez alvas ir 950-1100 C. Bronzas sakausējumiem ir augsta stingrība, tāpēc, lai uzlabotu to kvalitāti, tos karsē par 100 augstāk. Lai taupītu enerģiju, labāk ir izmantot indukcijas vai tīģeļa krāsnis.
- Galvenais liešanas posms ir kausējuma ieliešana veidnē. Procedūras ilgums nedrīkst pārsniegt 2 minūtes. Pretējā gadījumā produkts būs bojāts. Parādīsies šķelšanās, apdegumi un šuves. Lieta būs pilnībā bojāta un nelietojama. Vai arī būs nepieciešama papildu apstrāde.
- Misiņam jānodrošina vienmērīga pakāpeniska dzesēšana, neizmantojot īpašus risinājumus. Atdzesējot bronzu, tiek izmantoti dzesēšanas šķidrumi.
- Pēdējais posms ir gatavās daļas apstrāde.... Nepieciešams noņemt līčus, sprues, plūdus. Lai saglabātu sastāvu nemainīgu, sakausējumam pievieno kušņus. Pateicoties tiem, ir iespējams aizsargāt kausējuma virsmu un degazēt tā sastāvu. Tas samazina gatavā produkta atkritumu daudzumu.




Nepieciešamais aprīkojums
Šeit ir saraksts ar galvenajām iekārtām figūru izgatavošanai no šiem materiāliem.
- Liešanas forma. Izgatavots no dažādiem materiāliem.
- Knaibleslai izņemtu gatavo daļu no veidnes.
- Tīģelis par lādiņa kausēšanu tajā. Tā tapšanas materiāls ir grafīts un māls.
- Apkures iekārtas, krāsnis... Misiņa kausēšanai var izmantot gāzes degli un karstumizturīgu trauku.
- Dažādi palīgmateriāli: ogles, kalums

Ir nepieciešams izmantot stingru tehnoloģiju secību. Vispirms novietojiet tīģeli uz krāsns, pēc tam ievietojiet tajā metāla gabalus. Kad maisījums pilnībā izkusis, tas maina krāsu. Pēc tam, izmantojot speciālu aprīkojumu - ar tamboradatu no krāsns izņem tīģeli un kausējumu uzmanīgi ielej liešanas veidnē. Pēc pilnīgas atdzesēšanas detaļu noņem, izmantojot knaibles, un pakļauj galīgai apstrādei.

Liešanas modeļu pārskats
Pirms sākat gatavā produkta liešanu, vispirms ir jāizveido nākotnes formas skice. Zīmējumu veic īpaši meistari. Tad gar to izveidos liešanas veidni, kurā ielej galveno kausējumu. Liešanas veidnes izveide ir diezgan darbietilpīgs un atbildīgs uzdevums. Šim nolūkam tiek izmantotas īpašas formēšanas kompozīcijas, instrumenti un ierīces. Gatavajam modelim ir liela nozīme visā tehnoloģiskajā procesā. Tās iekšējai dobumam jābūt precīzai gatavā produkta kopijai, izmantojot zaudētās vaska veidnes. Tajā ielej izkausētu šķīdumu, kas pēc tam, atrodoties iekšā, atdziest un iegūst galīgo formu.

Lai nodrošinātu stabilitāti, lai kausējuma bēguma laikā veidnē tas nesabruktu, izmantot kolbas. Tā ir īpaša ierīce, kas izgatavota no divām taisnstūrveida savienojošām daļām, līdzīga kastei. Parasti izgatavots no koka vai saplākšņa. Metāla kolbās notiek ne tikai liešanas veidnes izveide, bet arī pati liešana. Modeļi misiņa un bronzas ražošanai ir atkārtoti lietojami un vienreiz lietojami. Tas ir atkarīgs no tā, no kā tie ir izgatavoti.


Materiāli (labot)
Ziloņkauls, koks, ģipsis un polimēri. Tērauds tiek izmantots arī atkārtoti lietojamu veidņu izgatavošanai. Liešanas modeļa izveidošanai tiek izmantots retāk izmantotais plastmasas materiāls.Mājās kausējums visbiežāk tiek liets neatdalāmā ģipša veidnē. Pēc tam, kad sakausējums ir atdzisis un sacietējis gatavā figūrā, forma tiek viegli salauzta ar īpašu āmuru.

Konstrukcijas
Strukturāli veidnes var būt trīs veidu.
- Noņemams. Šī ir struktūra, kas sastāv no divām vai vairākām daļām, kas savienotas gar taisnu vai sarežģītu virsmu. Atvienojas, lai izgūtu gatavo produktu. Visbiežāk izmanto ražošanā atkārtotai lietošanai.
- Viens gabals... Lai iegūtu gatavo daļu, to salauž ar āmuru. Piemērots tikai vienreizējai lietošanai. Tas ir izgatavots konkrētam produktam pēc skicēm. To bieži izmanto mājas ražošanā. Šādu formu veidošanai vispiemērotākais ir apmetums.

- Īpašs... Šī ir sarežģīta veidnes vai skeleta veidne. Atšķiras ar lielu sastāvdaļu. Radīts sarežģītu formu kausēšanai.
Galvenie liešanas smalkumi
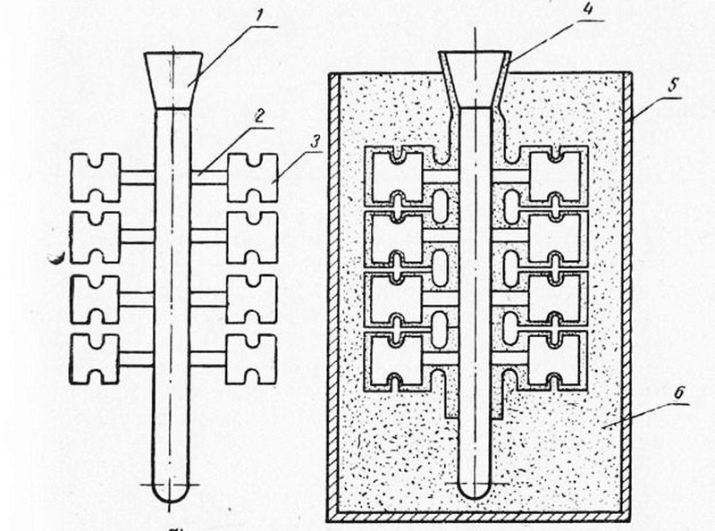
Centrbēdzes liešana
Šo liešanas metodi izmanto, lai ražotu detaļas un aprīkojumu mašīnbūves un citām rūpniecības nozarēm. Tehnoloģijas pamatā ir centrbēdzes spēks. Tas parādās liešanas modeļa rotācijas dēļ. Šo lējumu veidu galvenokārt izmanto revolūcijas korpusu ražošanai. Formēšanu var veikt ar vertikālām un horizontālām liešanas mašīnām. Mašīnās ar horizontālu griešanās asi tie izgatavo:
- starplikas;
- bukses;
- gredzeni.

Mašīnām ar vertikālu griešanās asi tiek veiktas šādas darbības:
- dzenskrūves;
- tārpu riteņi;
- zobrati.


Liešanas procesā smiltis tiek sablīvētas un svešķermeņi tiek izspiesti ārā.
Mākslas liešana
Mājās izmantojiet šo bronzas izgatavošanas metodi. Bet šim vara sakausējumam ir augsta plūstamība, tāpēc atšķirībā no misiņa sakausējuma tas pilnībā neaizpilda veidni. Sakarā ar to paredzētais raksts uz detaļas virsmas ir izplūdis. Skaidrības labad tiek izmantota kalšana. Tas ir diezgan darbietilpīgs un laikietilpīgs process. Bet tajā pašā laikā radošākais mākslinieciskā kastinga moments. Galaprodukta kvalitāte ir atkarīga no veiktā reljefa līmeņa.

Mākslas liešanas posmi:
- skices un darba zīmējuma izveide;
- konstrukcijas izgatavošana liešanas veidnes izveidošanai;
- lietuves modeļa izgatavošana;
- modeļa sagatavošana;
- lādiņa kausēšana;
- formēšanas masas ieliešana liešanas modelī;
- dzesēšana;
- ekstrakcija no modeļa;
- gatavo produktu apstrādājot ar slīpmašīnu, dažreiz tiek izmantota metāla birste.






Gatavās atsevišķas sastāvdaļas tiek apvienotas vienā izstrādājumā, ja saskaņā ar galīgo dizainu tai jābūt vienai, bet sastāvošai no vairākām daļām. Pēc tam iegūto gatavo figūru apstrādā, lai novērstu nelielas nepilnības, un pārklāj ar augšējo aizsargkārtu.
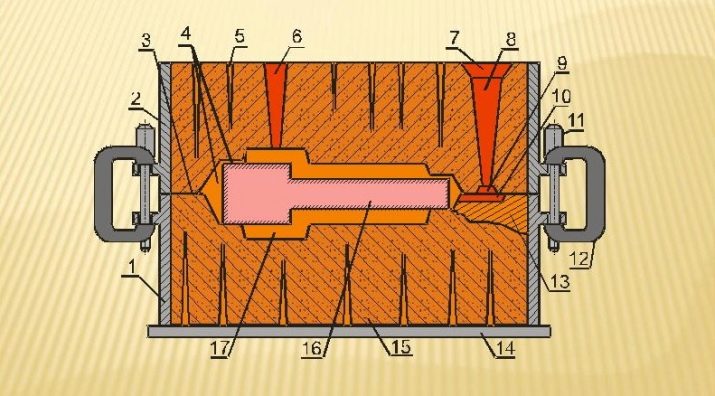
Iesmidzināšanas formēšana
Šī liešanas metode ir balstīta uz pārmērīga, vakuuma spiediena ietekmi. Tiek izmantots preses princips, kausējums tiek ievadīts iesmidzināšanas veidnē ar pārmērīgu spiedienu. Pneimatiskā vai hidrauliskā sistēma iedarbojas uz virzuli. Sakarā ar lielo ātrumu, ar kādu tiek piegādāts augstas viskozitātes kausējums, tiek izveidots pārspiediens, veidne ir pilnībā piepildīta.
Pēc tam ar vakuuma sūkšanu formēšanas masa ieplūst veidnes dobumā. Tam ir plānas sienas, ko ieskauj auksts ūdens. Dzesēšana virzās no malām uz centru. Kausējums tiek ievilkts noteiktā laika periodā. Tad spiediens tiek normalizēts, un liekās formēšanas masas atliekas plūst lejup pa sienām.

Sakarā ar saraušanos pēc atdzesēšanas produktu var viegli izņemt no veidnes. Pateicoties automatizācijai, veidne tiek piepildīta ar kausējumu sekundes daļā, kas ievērojami samazina detaļu izgatavošanas laiku un ir neapšaubāma šīs liešanas metodes priekšrocība. Neatkarīgi no izmantotās liešanas metodes, bronzas un misiņa izstrādājumu ražošanā ir jāievēro drošības pasākumi.
- Strādājot, jālieto aizsargbrilleslai aizsargātu acis no izkausēta materiāla pilieniem un izgarojumiem.
- Pirms aktivitātes uzsākšanas jums vajadzētu uzvelc cimdus izgatavots no īpaša karstumizturīga materiāla.
- Telpai jābūt labi vēdinātai un vēdināmai, jo šo sakausējumu kušanas laikā izdalās cilvēkiem kaitīgas gāzes.
- Nedrīkst pieļaut uzliesmojošu materiālu un šķidrumu saskare ar sildīšanas ierīcēm.
- Nepieciešams stingri ievērojiet procesa tehnoloģiju. Tā kā šī produkcija ir diezgan traumatiska.


Informāciju par to, kā tiek izgatavotas bronzas skulptūras, skatiet nākamajā videoklipā.








